How Ski Boots Are Made

FROM DESIGN TO DELIVERY
Modern ski boots are lighter, more responsive and more comfortable than previous models. New concepts and improved ways to use components mean what is available for 19/20 is a huge improvement on what came as recently as 10 years ago. We spoke to Matt Manser, the Product Manager for Alpine Ski Boots at Atomic Austria, to better understand how ski boots are designed and made.
DESIGN
EB: How far in advance of its release does the design start for a new range of boots? What’s the starting point for this new model and what does it involve?
MM: Bringing a ski boot to market is roughly a 21 month process. That’s from the first day of drawing ideas on paper to having a finished product on Ellis Brigham’s wall. Our starting point is always asking the question “What does the skier need in order to have a better experience on the hill?” We ultimately look to address what a skier needs and create the best solution to those needs.
Touring skiers are after a different skiing experience than World Cup racers so we really need to focus on the skier’s needs and create a boot around answering those needs. So, no matter what boot you pick up from Atomic, you will see specific solutions developed to address the needs of a certain skier.
EB: How long would the design stage take and when would you begin making prototypes that could be tested?
MM: Once we’ve done all of our homework properly, the 2D design stage takes around 2-3 months, then we create the boot in our 3D CAD software (2 months), then the moulds can be created (2 months), then we can begin injecting prototypes and take them skiing for the first time. Typically, this would mean we begin a new boot project around May and we will have the first skiable size 26 prototypes on snow in December.
EB: Different ranges obviously have different goals, but what are the common ones that Atomic are always aiming to achieve as fundamentals?
MM: No matter what ski boot we are creating, each boot is developed around three key aspects: fit, comfort, and performance. Every skier needs these three things in order to enjoy our sport to the fullest, but this can mean very different things to different skiers.
For example, Marcel Hirscher has different expectations of fit, comfort, and performance than your average weekend skier so it is very important to identify each skier’s needs and expectations in regards to fit, comfort, and performance and develop the boot accordingly.
EB: What are the biggest things that will influence the end result? i.e. how materials have an effect.
MM: We can parallel the fit-comfort-performance aspects with last shapes (the actual foot shape inside the lower shell and leg shape inside the upper cuff), liner constructions, and plastic materials. In order to have a great fitting boot, the last shapes need to be highly anatomical so that boot’s shape matches the foot’s shape.
In order to have a very comfortable boot, the liners need to strike the right balance of support, foothold, warmth and cushioning. And in order to offer the right amount of performance, plastic materials & hardness need to be carefully selected
in order to deliver the proper relation between ease of entry/exit and energy transmission to the ski.

TESTING
EB: What is involved in the testing of prototypes?
MM: When we begin testing a prototype, it will go through many rounds of adjusting the fit, flex, performance and durability until we have met our goals. We take fit very seriously and much of our time is spent making sure our boots fit better than everything else.
On-Snow Testing is a crucial aspect of our testing routine because it gives us insight into how well the boot actually performs in its intended playground. Not only do we test our prototypes in the right conditions, but we also do “A/B” testing where we put our prototype on one foot and a competitor’s boot on the other foot and directly ski them side by side. This allows us to see how our boot is performing on its own and also in immediate relation to our competition. It’s incredibly insightful for adjusting fit, flex, and general skiing performance of the boot for the next round of testing.
Flex testing is done the same way and also in our lab. In order to be sure of the boot’s flex, we have a custom-made robot that can flex test any ski boot and examine its flex pattern and general stiffness. If the boot is not flexing how we want it to, then we adjust the plastic thickness or material hardness or both to arrive at the right flex.
Quality is also incredibly important to us and we have very stringent durability standards. We’ve therefore created rigorous impact & endurance tests which are performed on boots at room temperature and also when completely frozen. These tests ensure that when we bring a boot to market, that it is built to last.

MANUFACTURING
EB: Once the design work is finished and the testing is completed, how far are
you from an expected release date?
MM: We always begin with size 26, which is sample size for men. All design, development, and testing is completed on this size first, which is the bulk of our development time. “Green lighting” size 26 (from first idea to passing all of our tests) is about a 12-month process. The second size to be developed is 24, which is sample size for women, and the other sizes will be developed and tested over
the remaining 9-10 months.
EB: What’s the process in actually getting the boots made, can you explain about the various elements and give some detail on exactly how the plastic parts are made?
MM: In general, this is a very global process. To begin with, all Atomic ski boot product management and R&D is done in Altenmarkt, Austria. That means all of our ideation, CAD, benchmarking and prototype testing is done here. We take our ideas to the Montebelluna/Asolo area of Italy, which is home to generations of footwear design & manufacturing. It is in Italy where much of our aesthetic design takes place, where all prototyping happens and where many of the small components of the boot are made.
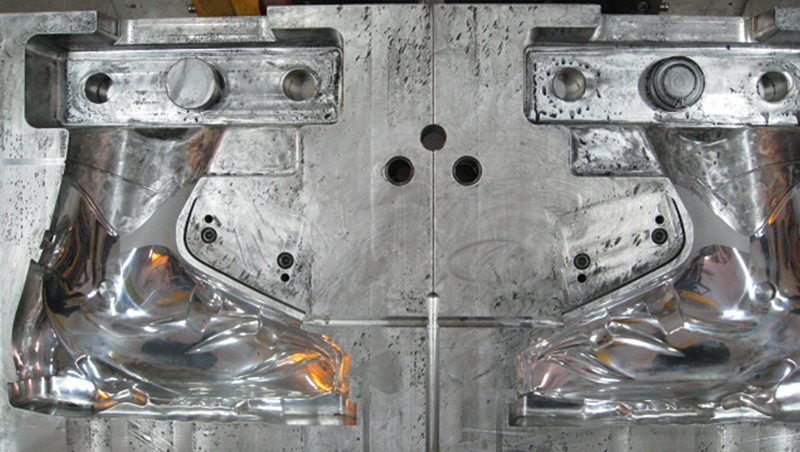
Ski boots are comprised of a lower shell, an upper cuff, buckles, power straps, grip pads and various small components such as cuff alignment hardware, screws, etc. All of these elements are made separately and often in different parts of the world. The aluminium moulds of the lower shells and upper cuffs (for each size) are made
in Italy and are transferred to our production facility in Romania. Romania is where our lower shells and upper cuffs are injected and also where our Hawx and Savor liners are handmade.
In order to make a lower shell or upper cuff, we need to inject melted plastic into a metal mould at an injection press. Injection presses are very large (up to 4m tall) and deliver up to 500 tons of closing force. The plastic begins as small, colourless pellets that get placed into a mixing station at the injection press, where a colouring agent is added. Once mixed, the plastic pellets pass into the melting area where everything is liquefied and then into the compression area of the press.
The liquid plastic is then forced into the mould cavity at 100-120 bar, which will fill the mould in about 10-20 seconds (depending on the plastic type). Once the mould is filled there is about a 30 second cooling time, then the mould can open, and the shells or cuffs can be removed and await assembly.
We also have a liner production facility in China where our touring and racing liners are handmade. Buckles, power straps, grip pads, cuff alignment and other metal hardware are all produced in Italy and then shipped to Romania, where the boots are ultimately assembled. From there, the boots are shipped to our main warehouse in Altenmarkt, Austria where they await to be transported to our premium retailers.